HOso malgua, edozein egitura konplexuko 3D eredu solido ekoitzi dezake eta ekoizpen kostua produktuaren konplexutasunetik independentea da.
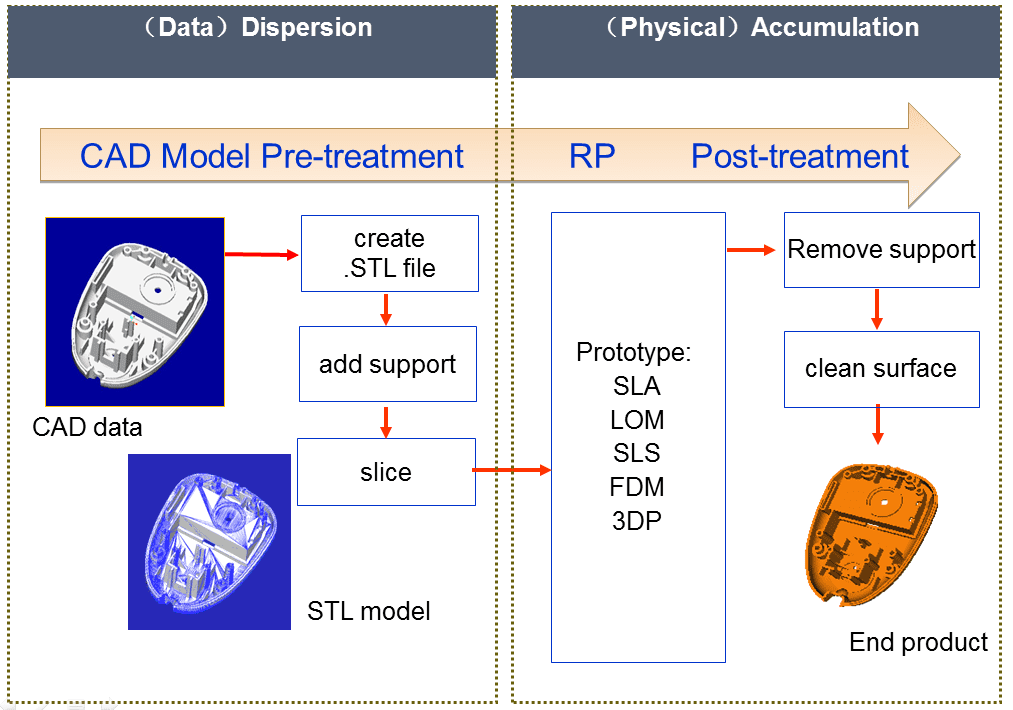
CAD ereduaren gidaritza zuzena, moldaketa prozesua guztiz digitala da, ez da tresna edo tresna berezirik behar, eta diseinua eta fabrikazioa (CAD/CAM) oso integratuta dago.
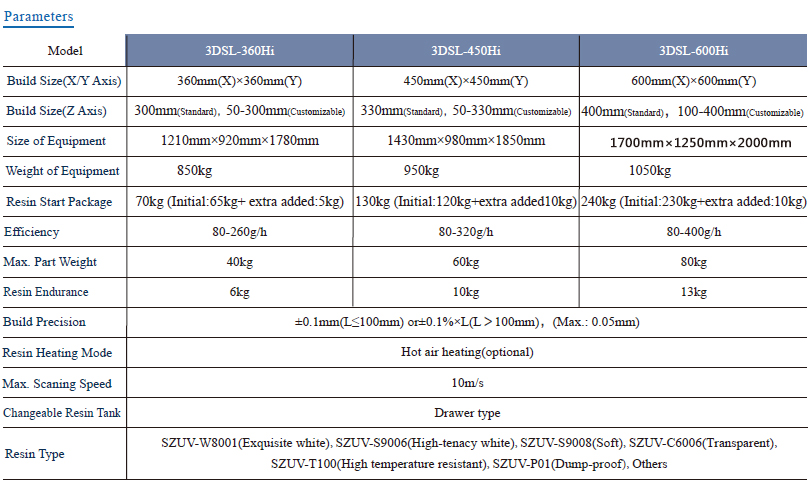
Hzehaztasun handia, ± 0,1%
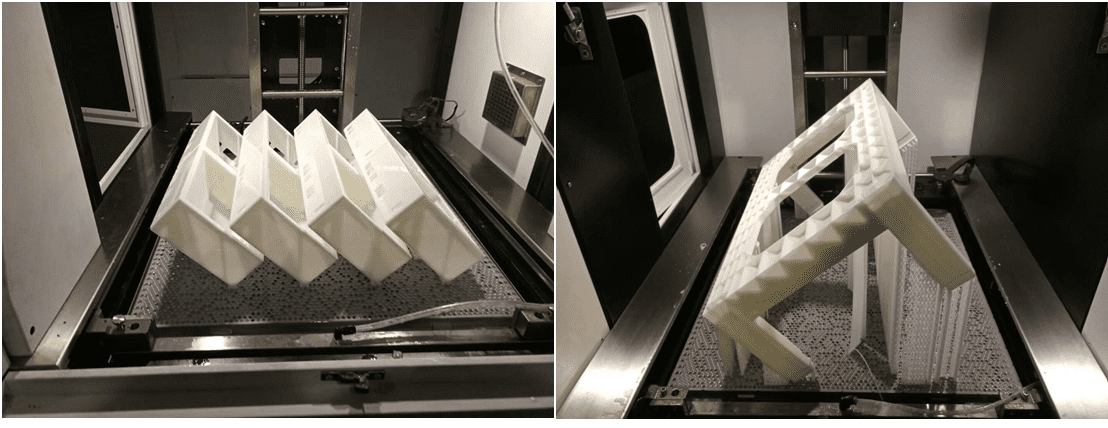
Hoso murriztailea, xehetasun oso finak egiteko gai dena, horma meheak
Mgainazal zaharraren kalitatea bikaina da
Fast abiadura
HOso automatizatua: prozesua guztiz automatizatuta dago, prozesuak ez du gizakiaren esku-hartzerik behar eta ekipoak arretarik gabe egon daitezke.