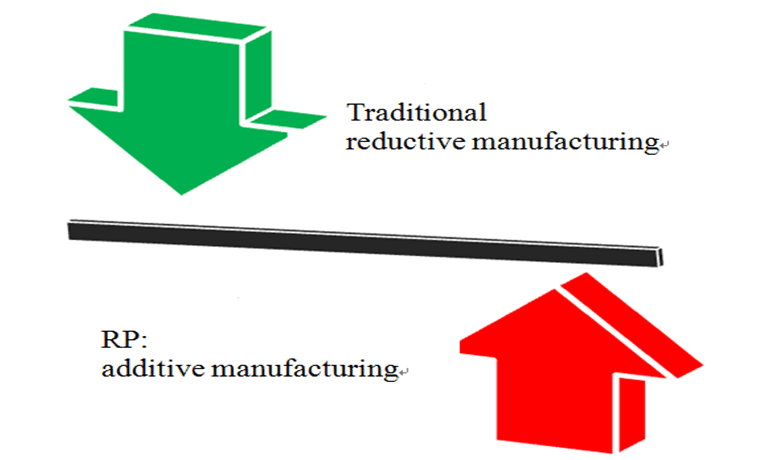
Hsv?rt fleksibel, den kan produsere alle solide 3D-modeller av enhver kompleks struktur, og produksjonskostnaden er nesten uavhengig av kompleksiteten til produktet.
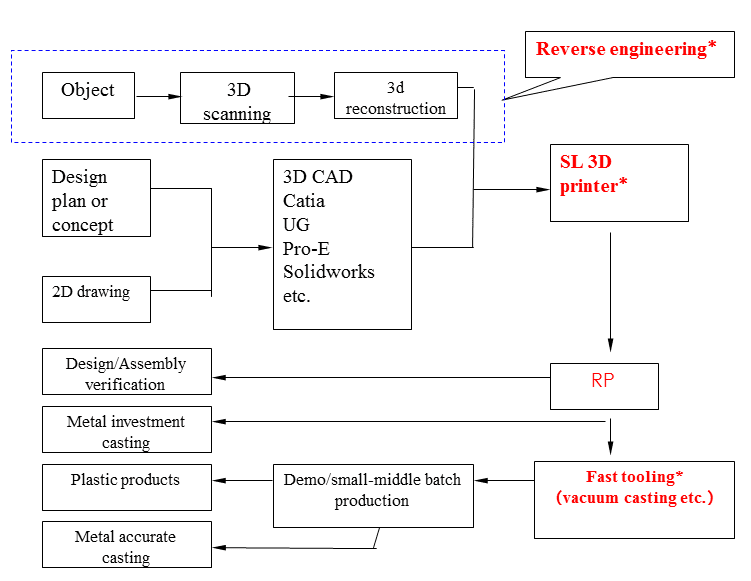
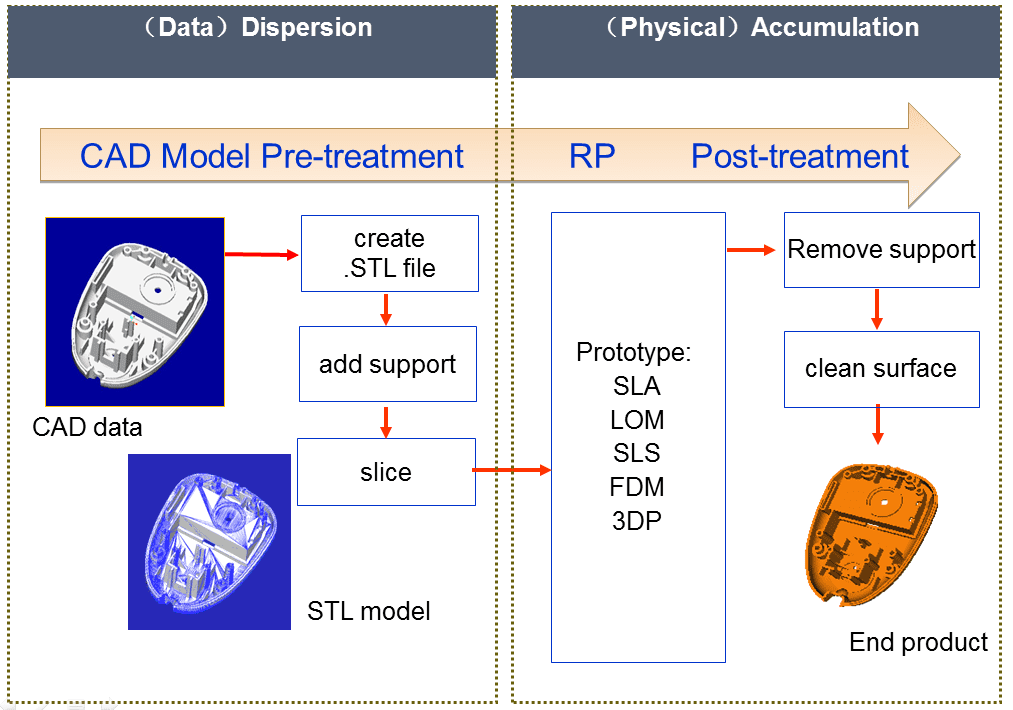
CAD-modell direkte kj?ring, st?peprosessen er helt digital, ingen spesielle armaturer eller verkt?y kreves, og design og produksjon (CAD/CAM) er sv?rt integrert.
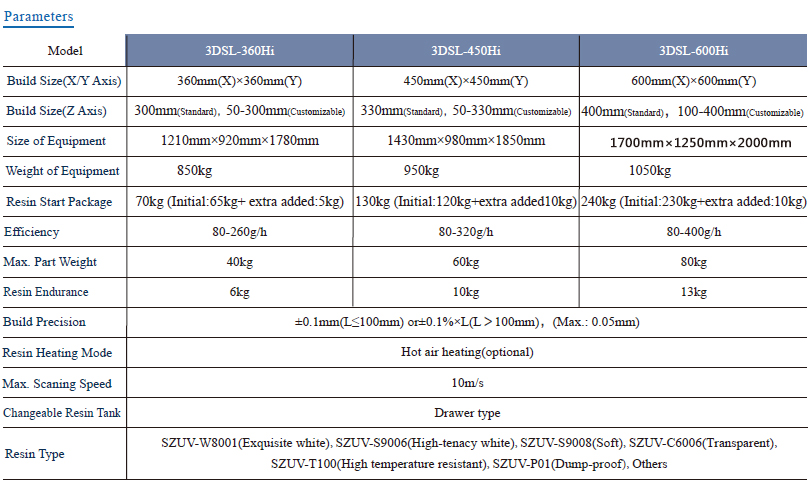
Hh?y n?yaktighet,±0,1%
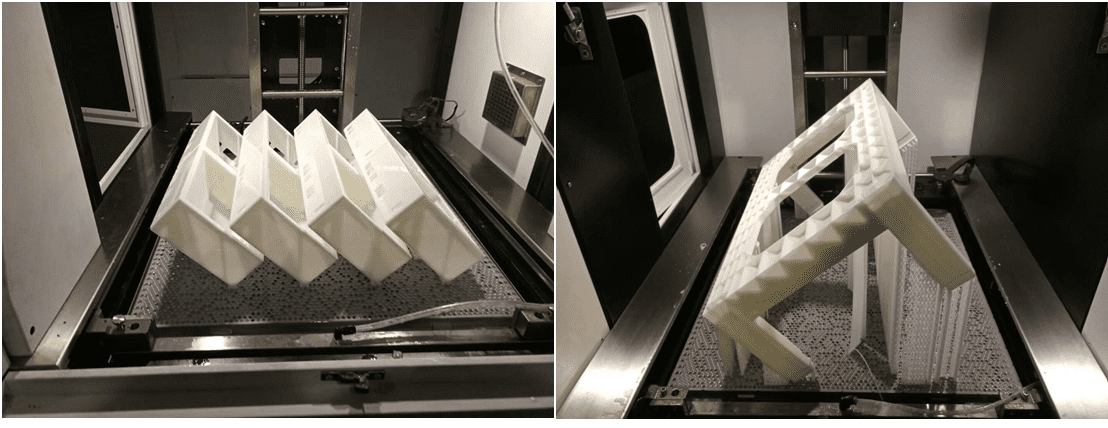
Hsv?rt reduktiv, i stand til ? lage sv?rt fine detaljer, tynne vegger
Mgammel overflatekvalitet er utmerket
Fast hastighet
Hsv?rt automatisert: prosessen er helautomatisert, prosessen krever ingen menneskelig innblanding, og utstyret kan v?re uten tilsyn