HHet is zeer flexibel, kan elk 3D-solid-model van elke complexe structuur produceren, en de productiekosten zijn vrijwel onafhankelijk van de complexiteit van het product.
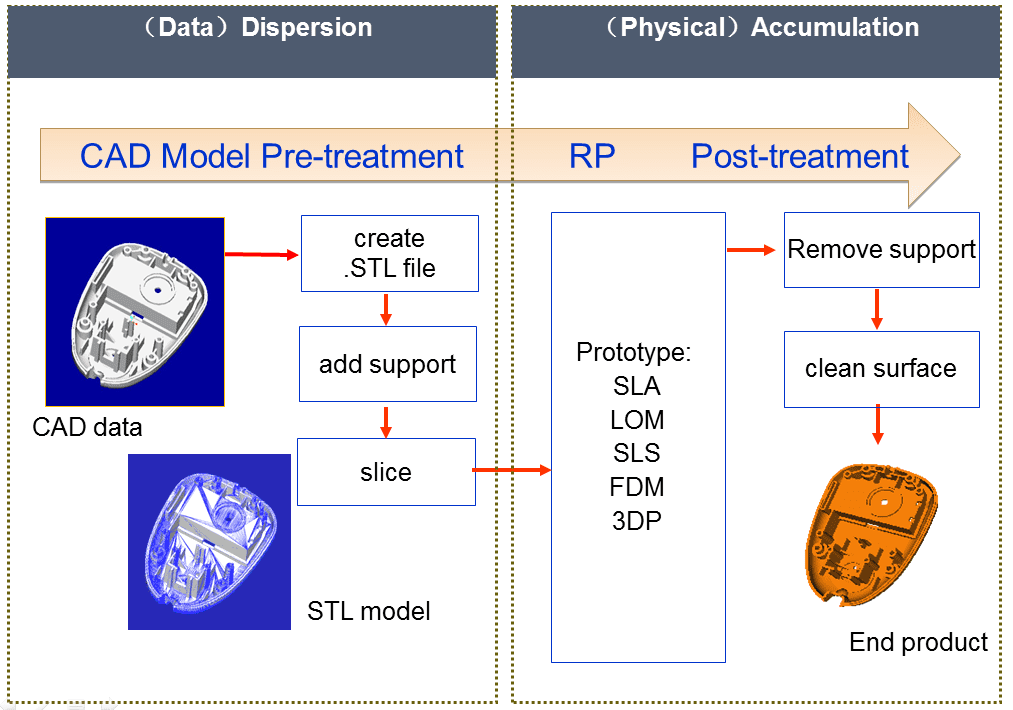
CAD-model direct aangestuurd, het gietproces is volledig digitaal, er zijn geen speciale armaturen of gereedschappen vereist, en ontwerp en productie (CAD/CAM) zijn in hoge mate ge?ntegreerd.
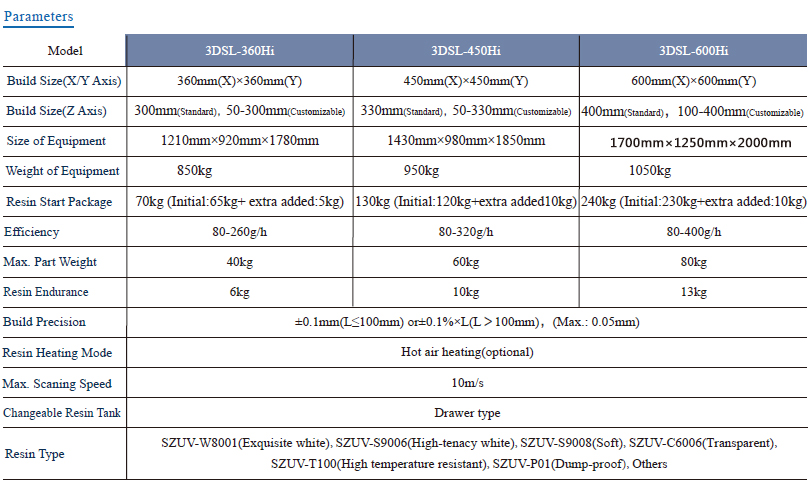
Hhoge nauwkeurigheid, ±0,1%
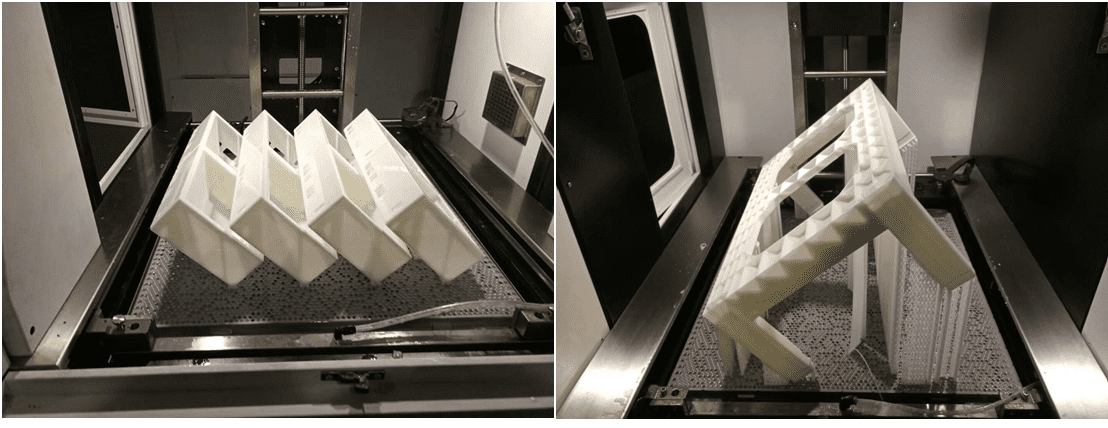
Hzeer reductief, in staat om zeer fijne details en dunne wanden te maken
MDe kwaliteit van het oude oppervlak is uitstekend
Fhoge snelheid
Hsterk geautomatiseerd: het proces is volledig geautomatiseerd, het proces vereist geen menselijke tussenkomst en de apparatuur kan onbeheerd zijn