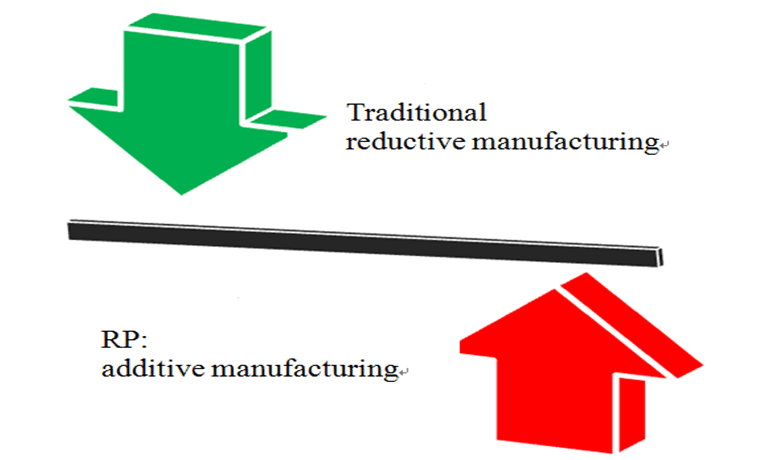
Hzelo prilagodljiv, lahko izdela vse 3D trdne modele katere koli kompleksne strukture, proizvodni stro?ki pa so skoraj neodvisni od kompleksnosti izdelka.
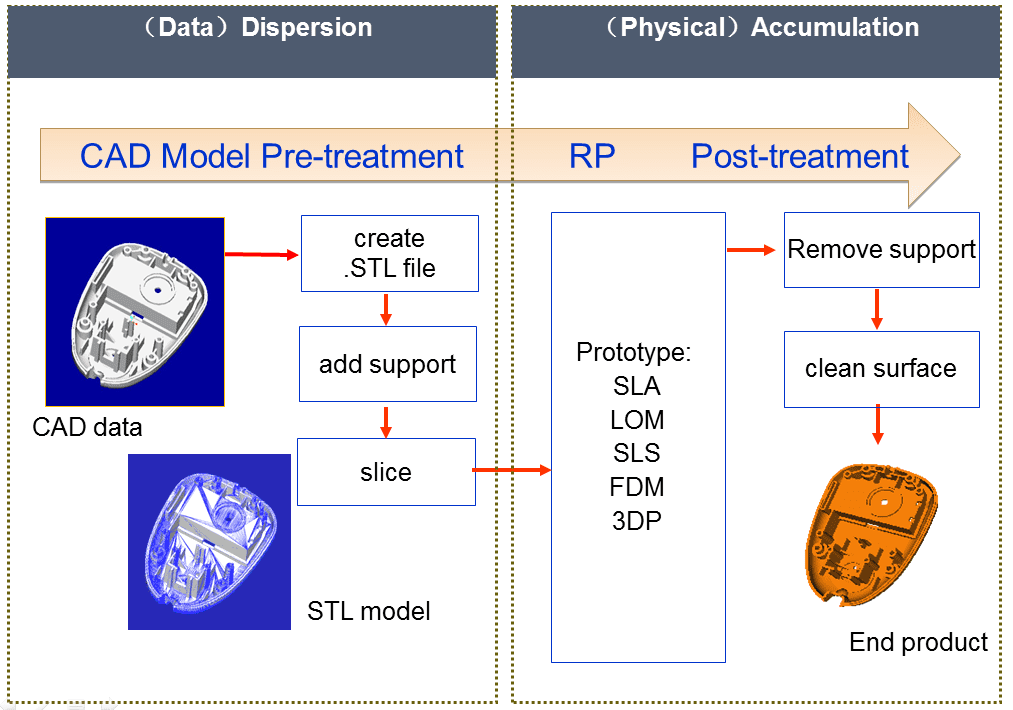
CNeposredna vo?nja modela AD, postopek oblikovanja je popolnoma digitalen, niso potrebna nobena posebna vpenjala ali orodja, na?rtovanje in proizvodnja (CAD/CAM) pa sta visoko integrirana.
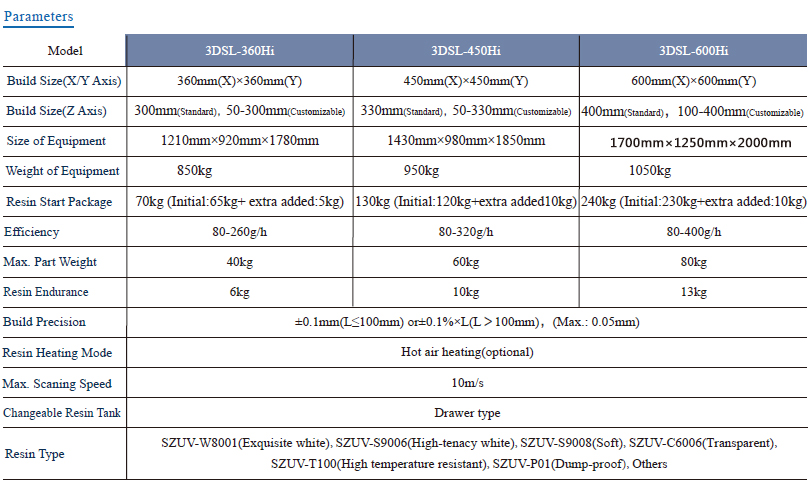
Hvisoka natan?nost, ±0,1%
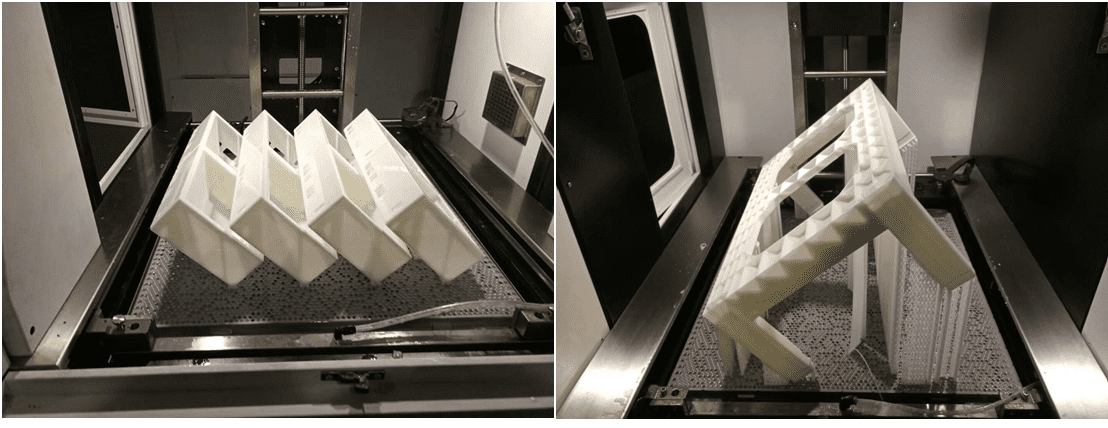
Hzelo reduktiven, sposoben narediti zelo fine detajle, tanke stene
Mkakovost stare povr?ine je odli?na
Fast hitrost
Hzelo avtomatiziran: postopek je popolnoma avtomatiziran, postopek ne zahteva ?love?kega posredovanja in oprema je lahko nenadzorovana