HDen ?r mycket flexibel, den kan producera alla solida 3D-modeller av vilken komplex struktur som helst, och produktionskostnaden ?r n?stan oberoende av produktens komplexitet.
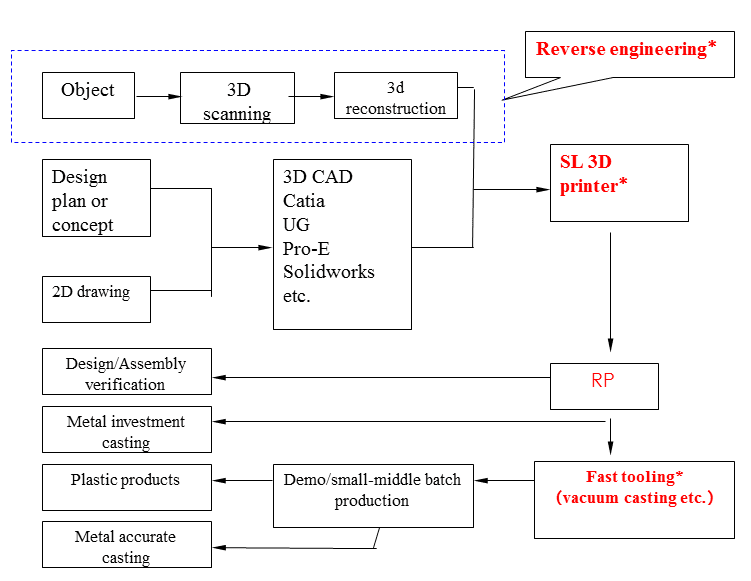
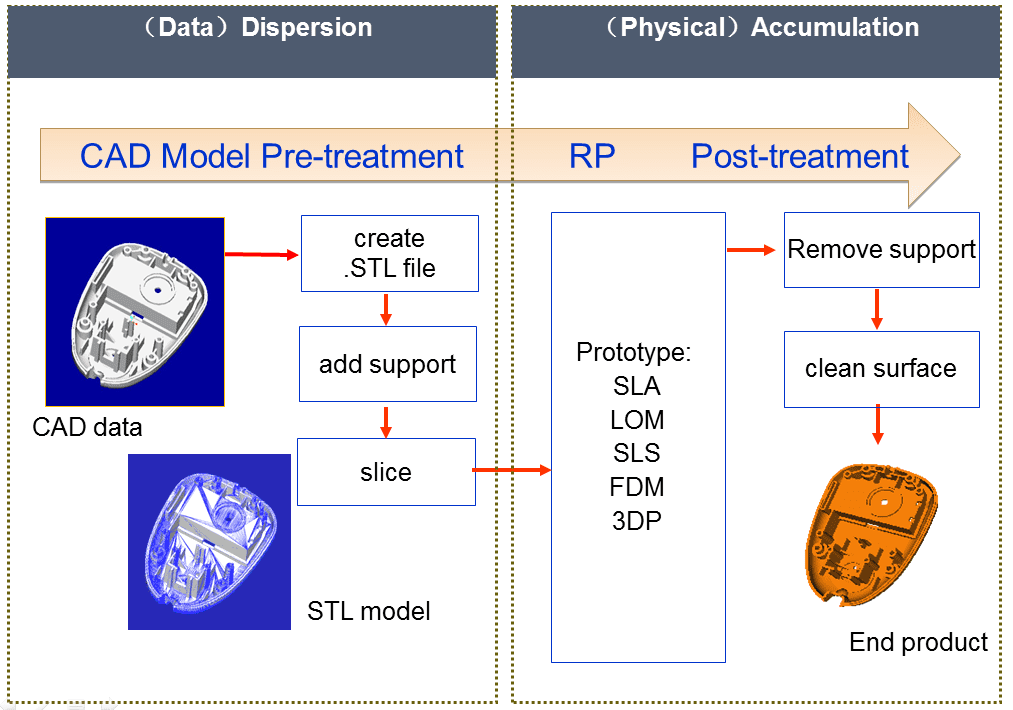
CAD-modell direktdrivning, gjutningsprocessen ?r helt digital, inga speciella fixturer eller verktyg kr?vs, och design och tillverkning (CAD/CAM) ?r mycket integrerad.
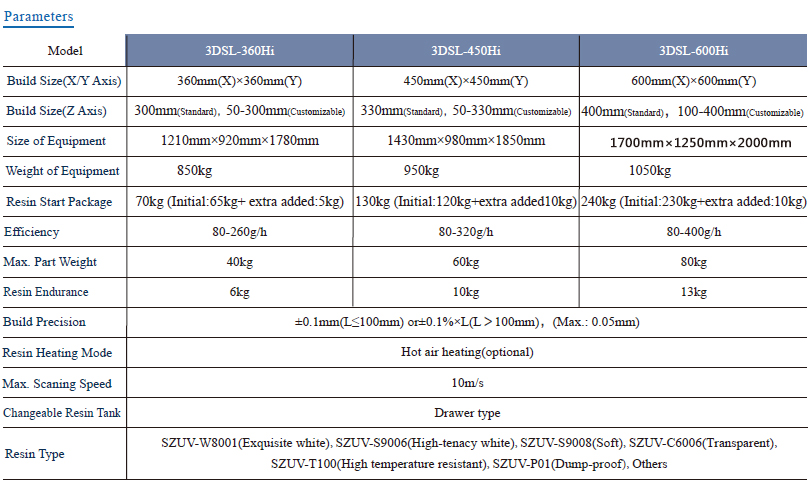
Hh?g noggrannhet, ±0,1%
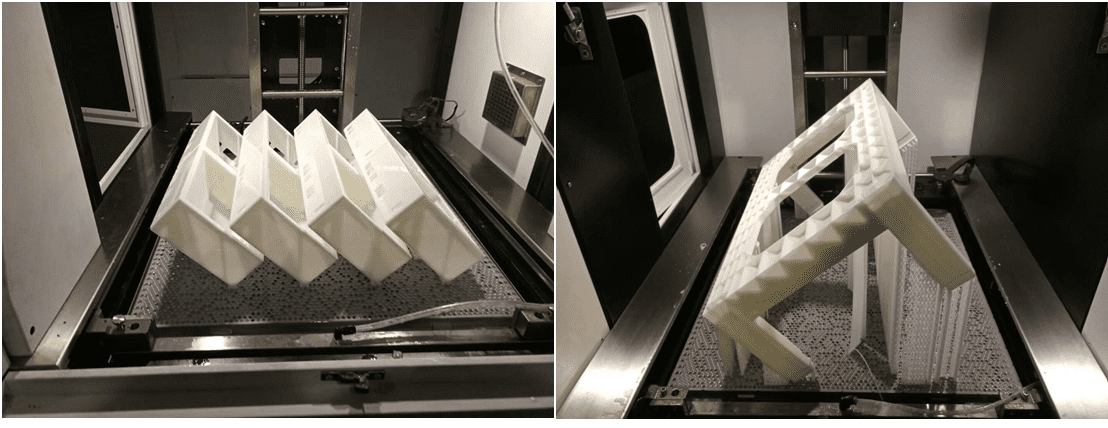
Hmycket reduktiv, kan g?ra mycket fina detaljer, tunna v?ggar
Mgammal ytkvalitet ?r utm?rkt
Fast hastighet
Hmycket automatiserad: processen ?r helt automatiserad, processen kr?ver ingen m?nsklig inblandning och utrustningen kan vara obevakad