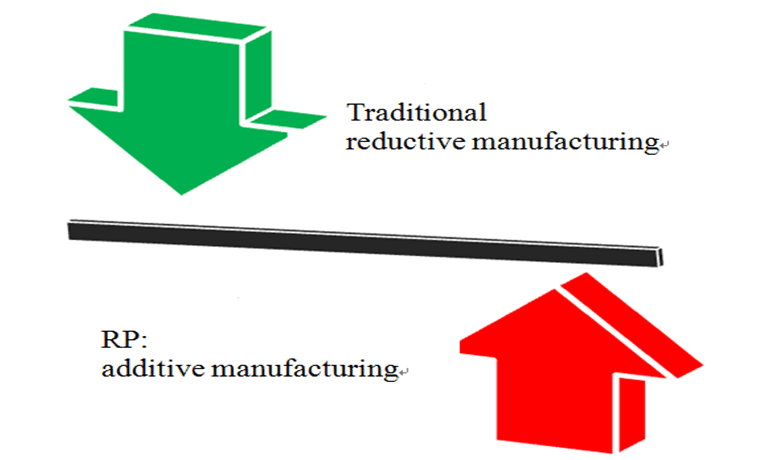
Hнадзвичайно гнучкий, в?н може створювати будь-як? 3D твердот?льн? модел? будь-яко? складно? структури, а варт?сть виробництва майже не залежить в?д складност? продукту.
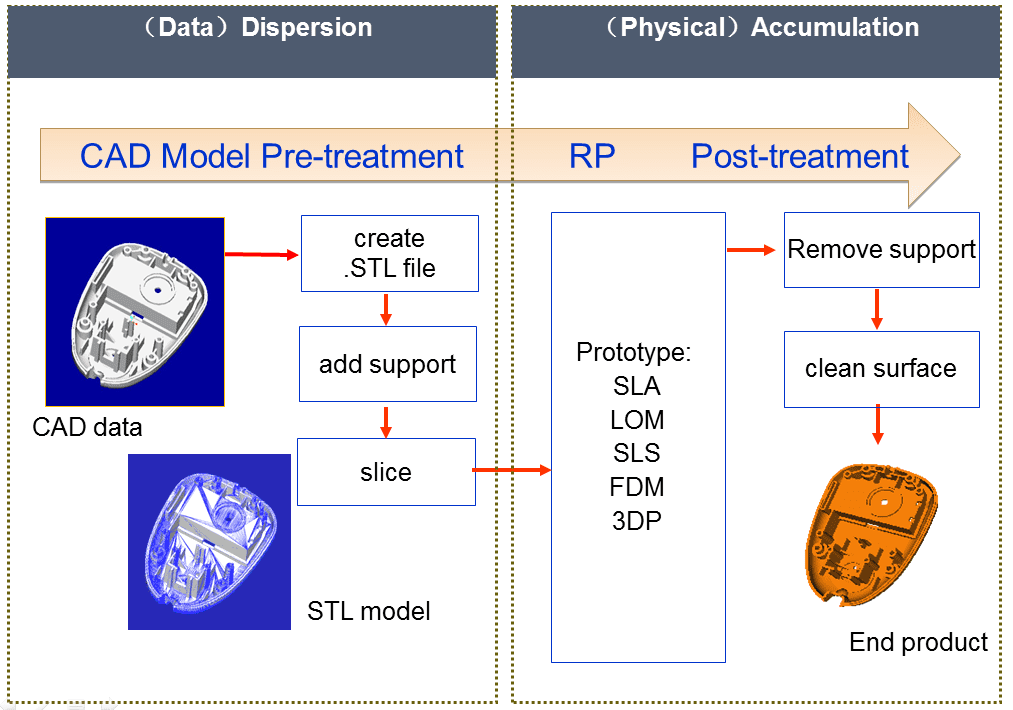
CПряме керування моделлю AD, процес формування повн?стю цифровий, не потр?бн? спец?альн? пристосування чи ?нструменти, а дизайн ? виробництво (CAD/CAM) ? високо?нтегрованими.
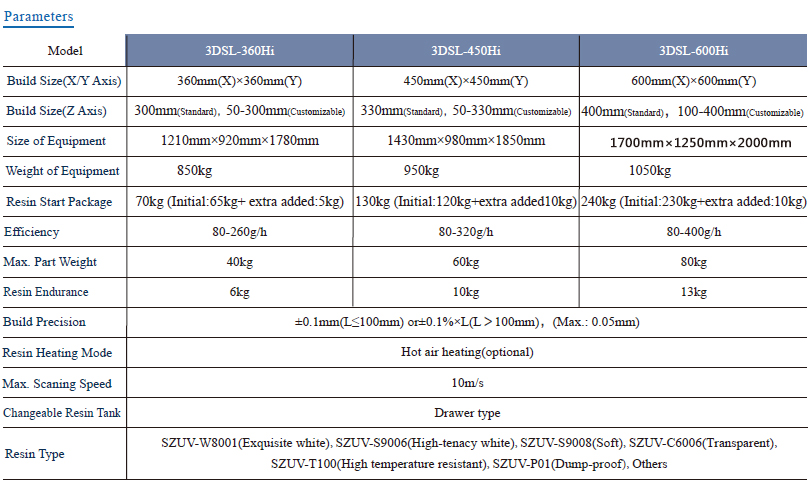
Hвисока точн?сть, ±0,1%
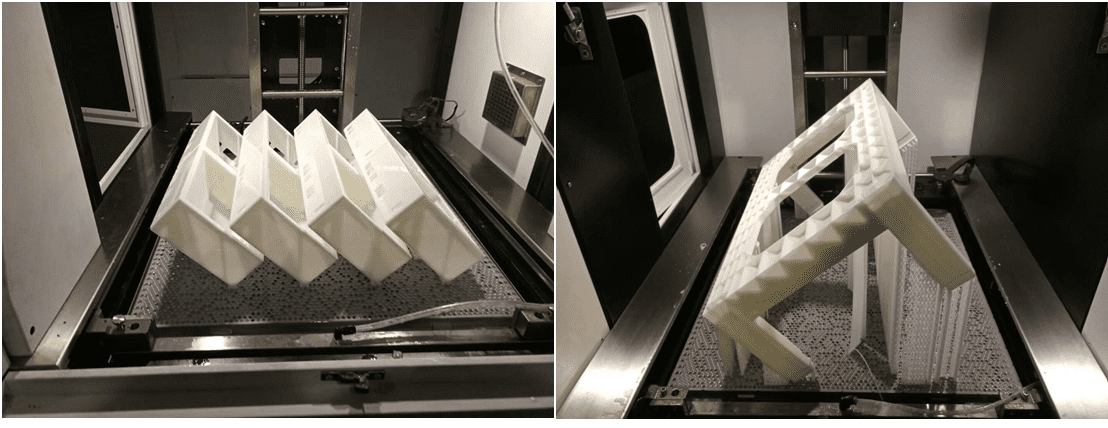
Hдуже тонкий, здатний створювати дуже др?бн? детал?, тонк? ст?нки
Mяк?сть старо? поверхн? в?дм?нна
Fast швидк?сть
Hвисокоавтоматизований: процес повн?стю автоматизований, процес не вимага? втручання людини, ? обладнання може бути без нагляду